
Mit etwas Übung schneiden die Bohrer besser als im neuen Zustand. Ein Hinweis noch vorab: Alle billigen Hilfsmittel vom Baumarkt sind keine Hilfe! Ich habe mehrere verschiedene ausprobiert und bin mit keinem ansatzweise zufrieden! Ja, es gibt gute Geräte. Diese kosten einige Hundert Euro und erfordern durch ihre Komplexität eine erhebliche Einarbeitungszeit. Für ein Unternehmen, das eng toleriert und wirtschaftlich bohren muss, sieht das natürlich anders aus.
Bohrer werden bei Benutzung stumpf. Dieser Prozess wird durch eine zu hohe Drehzahl, fehlende Schmierung, fehlende Vorbohrungen, etc. beschleunigt.
Vorübung
Wahrscheinlich ist das aber nicht so und man kann nun sehen, in welche Richtung man seine Bewegung korrigieren muss.
Kurzanleitung
1. Finger als Drehlager nutzen
Den Bohrer in das erste Gelenk des linken Zeigefingers legen und mit dem Daumen fixieren.
Die Hauptschneide muss dabei horizontal gehalten werden.
2. Bohrer andrücken und drehen
Den Bohrerschaft nach unten bewegen und gleichzeitig etwas drehen.Zwischendurch immer wieder kurz in ein Glas Wasser tauchen, da der Bohrer sonst seine Härte verliert!

180° wenden
Bohrer drehen und die andere Schneide schleifen.
3. Spitzenwinkel prüfen
Mit Hilfe der Schleiflehre den Spitzenwinkel prüfen.
4. Länge der Hauptschneiden
Mit einer Lupe abschätzen, ob die Querschneiden gleich lang sind.
5. Freiwinkel
Mit einer Lupe abschätzen, ob der Freiwinkel ca. 10° beträgt, bzw. ob er überhaupt vorhanden ist und man nicht versehentlich einen negativen Freiwinkel angeschliffen hat. Ein solcher Bohrer würde nicht bohren!
6. Probebohrung

Mit der richtigen Drehzahl und Schmierung eine Probebohrung ohne Vorbohrung setzen und Prozess und Ergebnis beurteilen.
Hat man alles richtig gemacht entstehen beim Bohren schöne lange Späne, die von einem gutem Spanprozess zeugen. In der Fertigung würde man solche Späne allerdings vermeiden, da sie ein Verletzungsrisiko darstellen und schlecht zu entfernen sind.
Hat man alles richtig gemacht entstehen beim Bohren schöne lange Späne, die von einem gutem Spanprozess zeugen. In der Fertigung würde man solche Späne allerdings vermeiden, da sie ein Verletzungsrisiko darstellen und schlecht zu entfernen sind.

Fehler
Anlauffarben

Wurde zu lange geschliffen und zwischendurch nicht gekühlt zeigt der Bohrer nach kurzer Zeit Anlauffarben und hat seine Härte verloren!
Unterschiedlich lange Schneiden

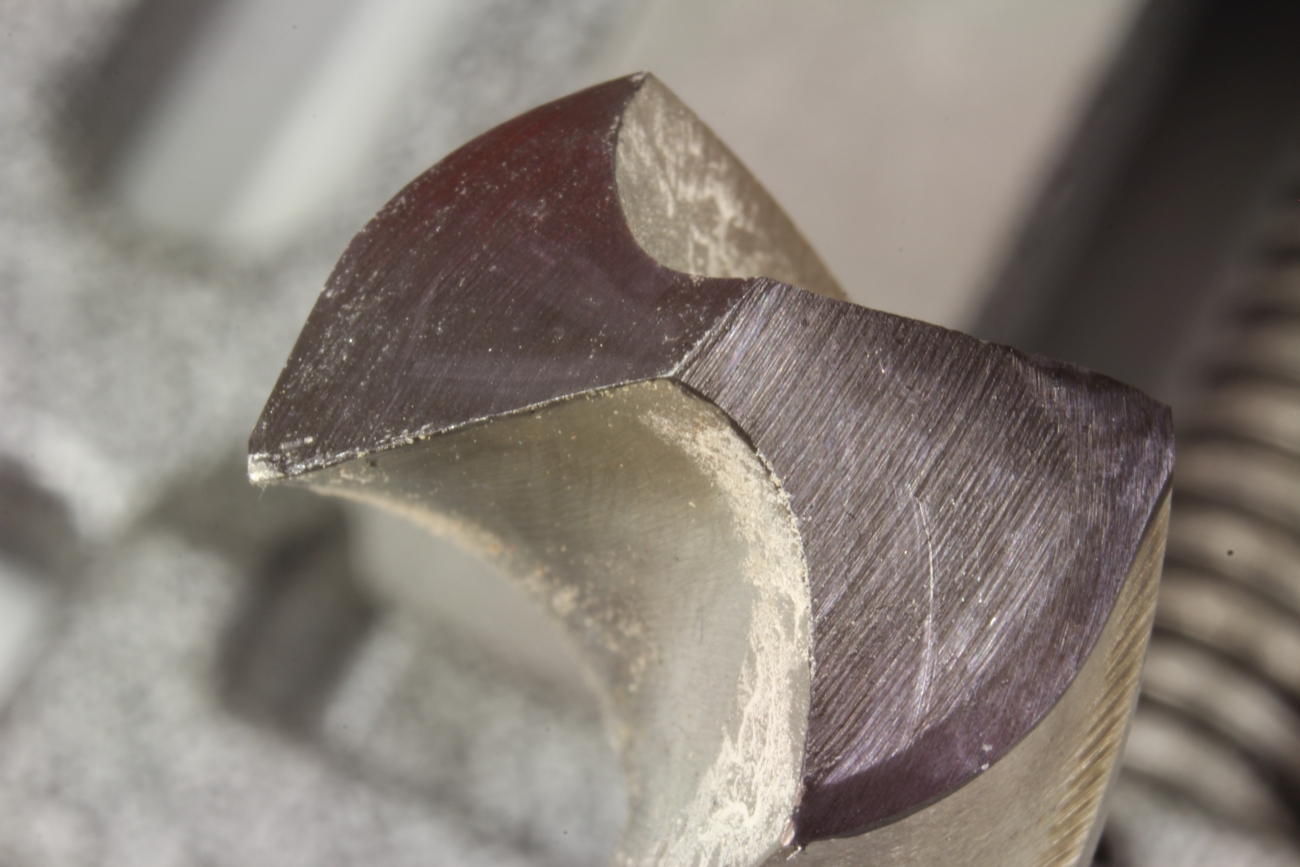
Wenn man den Bohrer auf einer Seite zu lange schleift, werden die Hauptschneiden unterschiedlich lang. Der Bohrer wird zu groß bohren, sich schlecht zentrieren, unrunde Bohrungen und viel Wärme erzeugen. Ob die Schneiden gleich lang sind, lässt sich mit einer Lupe hinreichend genau abschätzen.
Auf dem Foto ist auch zu sehen, dass die Querschneide schon nicht mehr gerade ist.
Freiwinkel zu groß

Wenn der Freiwinkel zu groß ist wird der Bohrer schnell stumpf, die Schneide bricht aus und der Bohrer wird sich zu aggressiv in den Werkstoff „fressen“. Häufig hört man auch die Formulierung, dass der Bohrer einhakt.
Freiwinkel zu klein oder Null oder Negativ

Ist der Freiwinkel zu klein, wird der Bohrer einfach schlecht bohren oder abbrechen, weil die Vorschubkraft zu groß wird.
Spitzenwinkel zu klein/groß

Wenn der Freiwinkel wie abgebildet klein ist, wird der Bohrer schlecht bohren und sich schwieriger zentrieren lassen. Gleiches gilt, wenn der Spitzenwinkel zu groß ist.
Variationen
Es gibt einige verschiedene Bewegungen, um einen Bohrer zu schärfen. Ich gehe nur auf eine ein, weil ich denke, dass sie besonders häufig anwendbar ist und leicht zu erlernen.Bohrergeometrien
Diese Anleitung soll schnell das Schärfen erklären. Wer möchte, bekommt im Folgenden einige Grundlagen zu den verschiedenen Bohrern.
Schneiden

An der Bohrspitze gibt zwei Hauptschneiden und eine Querschneide. Die Hauptschneiden sind für den Spanprozess zuständig, die Querschneide quetscht das Material nur. Bei sehr großen Bohrdurchmessern wird sie deswegen nachträglich kleiner geschliffen (ausgespitzt). Bei üblichen Durchmessern (<25mm) ist das nicht notwendig.
Beim Schärfen ist besonders darauf zu achten, dass die Hauptschneiden gleich lang sind.
Freiwinkel

Der Freiwinkel ist entscheidend für das Bohren. Er wird zwischen der Schneidenebene und der Freifläche gemessen und sollte ca. 10° betragen. Da die Freifläche aber ein Kegelmantel ist, ist das „Messen“ mit Hausmitteln gar nicht möglich. Das ist aber nicht schlimm, da er ausreichend genau geschätzt werden kann.
Wenn der Bohrer in etwa so aussieht wie abgebildet, wird er auch gut bohren. Ein größerer Freiwinkel sorgt dafür, dass der Bohrer schneller wieder stumpf wird und sich zu aggressiv in den Werkstoff „frisst“.
Spitzenwinkel

Der Spitzenwinkel wird zwischen den beiden Schneiden bestimmt und beträgt 118°. Anfänger neigen dazu, Bohrer viel zu spitz nachzuschleifen. Eine Lehre ist daher nötig.
Allgemein gilt, dass ein kleinerer Spitzenwinkel für eine bessere Zentrierung sorgt. In der Praxis bohren alle Winkel von ca. 118° gut, wenn sie scharf sind.
Drallwinkel

Der Drallwinkel beträgt ca. 30° und kann nicht durch das Nachschleifen beeinflusst werden. Mit größeren Drallwinkeln hatte ich keine zufriedenstellenden Ergebnisse beim Bohren von Stählen und Aluminium.
Die Nut, welche um den Bohrer führt, dient dem Abtransport der Späne. Je breiter sie ist, desto leichter können die Späne gefördert werden, aber umso schlechter kann Wärme abgeführt werden.
Auch hier gilt: In der Praxis wird man keine Unterschiede feststellen und mit üblichen Bohrern gut bohren.
An den Rändern dieser Nut sind noch die Nebenschneiden. Diese führen den Bohrer im Bohrloch und sind auch für die Oberflächenqualität der Bohrungswandung entscheidend.
Vorrichtungen zum Bohrer anschleifen

Ich habe einige Vorrichtungen ausprobiert, die einem die Übung abnehmen sollen. Ich war aber aus den verschiedensten Gründen mit keiner einzigen zufrieden!




Eine vergleichsweise einfache Vorrichtung zum Einhalten der geforderten Winkel hat Tobias Dipper gebaut. Dabei wird der Bohrer in ein Prisma gelegt , welches in einem Winkel von 59° (59°*2=118°) zum Schleifstein steht. Zusätzlich liegt der Bohrer hinten etwas höher auf, damit sich der Freiwinkel ergibt. Beim Schleifen muss der Bohrer nun nur noch richtig gedreht werden und es muss nicht mehr auf die Einhaltung dieser beiden Winkel geachtet werden.

Quelle: http://www.hobby-messer.de/wm-s02c.htm (17.02.2016)
Ich habe also begonnen mir selber ein einfaches Auflageprisma zu bauen, welches zumindest den Spitzenwinkel einhält.


Fazit: Funktioniert schon, die Zeit zum Bauen der Vorrichtung kann man aber besser investieren und einfach üben Bohrer freihand anzuschleifen! Das klappt im Zweifel besser und schneller!
Das Bild auf http://www.hobby-messer.de/wm-s02c.htm gehört mir und darf nicht ohne weiteres weiterverwendet werden.
AntwortenLöschenZumindest hätte man mich fragen und um Erlaubnis bitten können, sollen, müssen!
Ausserdem bezweifle ich dass der Träger des Klarnamens um Erlaubnis für die Veröffentlichung gefragt wurde.
Dazu kommt, dass er mit dem Bild gar nichts zu tun hat.
Hans
Hallo Hans, ich bemühe mich stets die Erlaubnis zur Veröffentlichung einzuholen und die Quelle anzugeben. Das war mir in deinem Fall leider nicht möglich. Deswegen habe ich über denic.de einfach den Inhaber der Domain abgefragt und die korrekte Quelle des Bildes angegeben. Kann ich das Foto denn weiterhin benutzen und wer hat diese schöne kleine Vorrichtung tatsächlich gebaut?
AntwortenLöschenGrüße Paul
Und was ist mit der Querschneite ? Hier wird beschrieben das die Schneide nur quetscht. Das ist vollkommener Blödsinn eine Schneide quetscht nicht , sondern schneidet. Deswegen heisst sie Schneide .In diesen Fall Querschneide und beträgt 55° . Diese Schneide ist genauso wichtig wie die beiden Hauptschneiden.Ohne diese Querschneide wäre ein bohren gar nicht möglich. Der Winkel von 55° ist ebenso wichtig .
AntwortenLöschenmachn kopp zu
AntwortenLöschenWie kann man mit diesen Vorrichtungen einen 5mm Bohrer anschleifen?
AntwortenLöschen